列管冷凝器在制造時(shí)需掌握哪些項(xiàng)技術(shù)要點(diǎn)?
列管冷凝器是現(xiàn)階段運(yùn)用較多的一種換熱設(shè)備,要想獲得理想的冷凝效果,設(shè)備本身的品質(zhì)一定要過(guò)硬,今天列管冷凝器廠家無(wú)錫華邦智能裝備就來(lái)和大家介紹下列管冷凝器在制造時(shí)需掌握哪些項(xiàng)技術(shù)要點(diǎn)?
從列管冷凝器的構(gòu)造特性看來(lái),設(shè)備制造過(guò)程中的關(guān)鍵所在控制殼體制造的圓度、平行度和兩邊面的平面度;另外也要查驗(yàn)管板與殼體、換熱管焊接后的形變等等,以確保整臺(tái)設(shè)備的制造品質(zhì)。
在制造列管冷凝器的過(guò)程中,要控制好其殼體的圓度和平行度,它的優(yōu)劣將立即危害管束可否圓滿裝進(jìn)和確保設(shè)備的性能指標(biāo)。為了保持這一總體目標(biāo),在生產(chǎn)加工的時(shí)候一定要依照有關(guān)規(guī)范嚴(yán)格控制各節(jié)封頭的開料尺寸,在開料時(shí)可按直徑容許上誤差10mm的標(biāo)準(zhǔn)明確開料、刨邊尺寸,促使各節(jié)筒體板直線偏差不超出2mm。
生產(chǎn)加工制做列管冷凝器外殼的時(shí)候,無(wú)論是縱焊接還是環(huán)焊接必須選用GTAW打底、SMAW內(nèi)層焊接,SAW蓋面的焊接技術(shù)。那樣才可以既能夠減少焊接形變、又能夠提升工效;并且要求他們的是否對(duì)口錯(cuò)邊量不大于0.5mm。在實(shí)際制造過(guò)程中,為了減少大打孔移交焊接時(shí)造成的列管冷凝器殼體形變,提議選用不一樣K形坡口對(duì)接焊縫,并在焊前先往筒身體側(cè)安裝撐圓工服,焊接時(shí)選用TIG方法。
需掌握哪些項(xiàng)技術(shù)要點(diǎn)?")
當(dāng)列管冷凝器的外殼符合規(guī)定以外,還必須完成管板和折流板的生產(chǎn)加工,這兒管板管孔的生產(chǎn)加工能夠選用數(shù)控鉆床轉(zhuǎn)孔來(lái)進(jìn)行,這類方法有益于嚴(yán)格控制管孔直經(jīng)、水平度及管孔間隔,為穿管帶來(lái)便捷;而管板和折流板的轉(zhuǎn)孔方位與穿管方位保持一致。列管冷凝器中折流板的生產(chǎn)加工要求也挺多,一方面使得其直徑尺寸符合要求,一方面也要確保冷卻器的性能指標(biāo)。
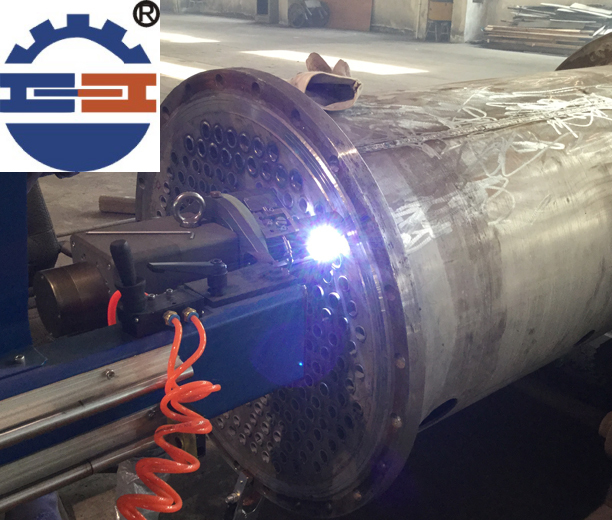
管束與殼體的組裝都是列管冷凝器制造過(guò)程中控制的關(guān)鍵點(diǎn)之一,因?yàn)閾Q熱管總數(shù)多,凈重大,假如將管束全部穿好后裝進(jìn)筒感受很艱難,且非常容易毀壞換熱管。因而在實(shí)際工程施工過(guò)程中,要先將固定不動(dòng)側(cè)管板、支撐桿、定距管和折流板,并以梅花形將一部分換熱管先穿進(jìn);隨后調(diào)節(jié)好折流板與管板的同軸度,并確保全部管束有充足的彎曲剛度,再將管束裝進(jìn)殼體內(nèi),以后再穿剩下的換熱管。
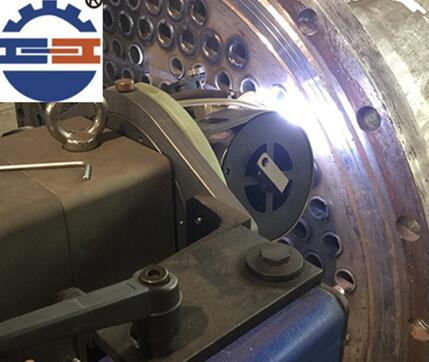
此外,還將牽涉到列管冷凝器中每個(gè)構(gòu)件之間的焊接,包含水管與管板的焊接、管板與殼體的焊接等等,必須選用有效的方法完成,并完成氣密性試驗(yàn)避免泄漏。
以上就是關(guān)于列管冷凝器在制造時(shí)需掌握的一些技術(shù)要點(diǎn)介紹了,是否讓你對(duì)于列管冷凝器的構(gòu)造以及各個(gè)參數(shù)有了更多的了解呢?更多關(guān)于列管冷凝器、不銹鋼反應(yīng)釜、螺旋板換熱器、刮板蒸發(fā)器方面內(nèi)容,歡迎大家前往無(wú)錫華邦智能裝備進(jìn)行了解。